- 车桥生产线
-
-
外贸咨询电话 15905470098| 17616562676
-
国内咨询电话 15864554699
- 水泊智能
产品详情

使用中频加热设备将桥管加热至合适温度,由输送机构将桥管输送至挤压设备,定位机构将桥管夹紧定位。两侧成型液压缸带动第一套成型模具同时向内侧挤压挤压桥管至所需形状。第一次挤压完成后,由模具移位机构将第二套成型模具移动至挤压位置,两侧成型液压缸向内挤压,完成第二次挤压工作,挤压完成后输送至下道工位。
加热机构,输送机构、成型机构配合使用,采用PLC程序控制,使用触摸屏操作,对各个动作进行全面控制、全面监控、实时跟踪、实时调整。精度高、效率高,速度快,满足客户的质量和产量要求。

推方机
由智能抓取机械手抓取桥管至推方机上,液压系统拖动推方机头将圆管毛坯通过挤压滚轮推方至工艺要求尺寸,下料架处由下料机械手,将桥管抓取至淬火上料架,采集控制器将压强、液压缸行走速度、行走位置等参数上传至MES系统。
推方机使用智能机械手进行自动上、下料,相对于传统工艺的行车或者KBK吊装的工艺,可以实现无人化生产,避免因吊装产生各种安全隐患。液压系统由公司自主设计,保证压力充足,行程足够。控制系统实现精准控制,确保每个工作的可靠性。

车桥调质生产线
采用中频感应加热对车轴进行快速提温→步进梁式电阻炉均温→出炉入水池冷却→中频感应加热对车轴进行快速提温→链式电阻炉保温→出炉入水池冷却。
全自动化控制,现场手动可调,更换产品规格时人工快速调整,方便快捷。

校直机
自动输送机构将桥管输送至校直机上,驱动机构带动桥管旋转,使用激光扫描桥管弯曲位置及弯曲度,将校直液压缸移动至弯曲位置,将桥管校直。校直完成后,自动输送至下道工位,将相关数据传输至MES系统。
水泊焊割自主研发在线测量及质量监控机器人,采用激光扫描技术对工件进行扫描,确定工件的弯曲位置及弯曲度,使用PLC分析、控制校正位置和校正力量、行程,控制液压缸对弯曲部位进行自动校正,相对于人工测量的校正,自动测量,自动校正过程可控,避免反复校正对车桥造成的损伤。

钻孔铣槽组合机床
组合机床使用智能组合机床铣削止推垫片键槽及开口销孔,加工过程全部由伺服系统进行控制,保证加工精度。

三孔镗床
将焊接完成后的工件使用输送机构输送至本工位,使用整体刀具对制动底板的三孔进行镗削加工。

制动底板自动焊接机
分为点焊、满焊两个工位,将制动底板装夹在夹具上,并点焊在桥管上面,输送至满焊工位后,使用4套焊接专机同时对两侧制动底板进行焊接。采集端将相关技术参数传输至MES系统。

底板自动焊接机采用机器人位置、力矩、触觉传感器,机器人焊丝回位装置、防碰撞装置、弧压传感等先进技术,采用线激光扫描底板三孔,确定焊接位置和焊接角度。

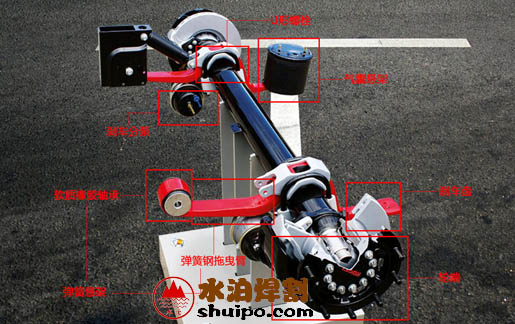
将气室支架、凸轮轴支架固定在夹具上,使用激光扫描焊缝位置,使用机械手拖动焊枪进行焊接。焊接完成后自动输送至下道工位。采集端将相关技术参数传输至MES系统。

本公司自主车桥附件自动焊接机,相对于传统的手工焊接具有定位精,焊缝美观,焊接速度快等优点。相对于焊接机器人,专机具有成本低、焊接速度快等优点。

